

Trong ngành cơ khí xây dựng thì loại thép C45 có chứa hàm lượng cacbon cao, trải qua quá trình nhiệt luyện để thay độ cứng và độ kéo tạo khuôn mẫu. Sau đây, Mecsu sẽ giúp bạn đọc hiểu rõ hơn về quy trình nhiệt luyện thép C45. Cùng theo dõi nhé!
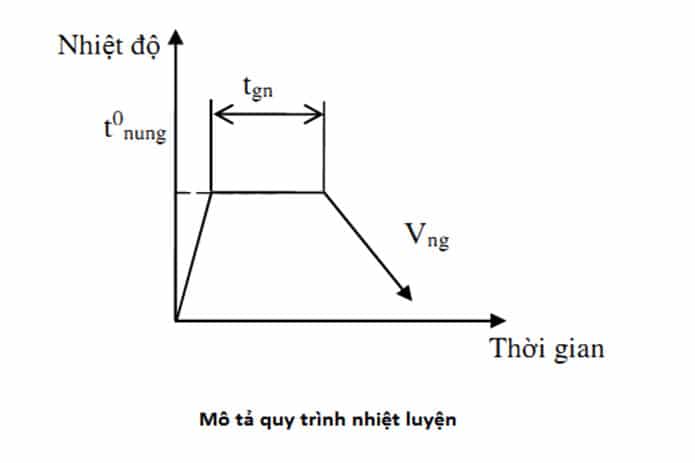
Nhiệt luyện thép C45 chính là quá trình đun nóng thép đến nhiệt độ xác định và làm nguội với tốc độ được xác định cụ thể, mục đích là làm biến đổi cơ tính, các tính chất khác theo ý muốn của người thực hiện. Quá trình này hoàn toàn không thay đổi về kích thước và hình dáng của sản phẩm.
Thực tế thì quá trình nhiệt luyện này sẽ ảnh hưởng rất lớn đến tuổi thọ của các loại sản -phẩm được chế tạo từ thép C45.
Nếu trong quá trình sản xuất các thiết bị máy móc yêu cầu độ chính xác va cơ tính cao thì đòi hỏi số lượng các chi tiết cần cho quá trình nhiệt luyện càng nhiều lên.
Trong điều kiện bình thường thì độ cứng của loại thép C45 là 23HRC, nếu trong quá trình cơ khí xây dựng muốn sử dụng loại thép này với độ cứng cao hơn thì phải áp dụng quy trình nhiệt luyện thép C45 để độ cứng tăng lên (thông thường là 57-59).
Thép C45 được ứng dụng thực tế trong sản xuất bu lông, bu lông lục giác có chỉ số cấp bền 5.6, 5.8 hoặc cấp bền cao hơn như 6.8, 8.8.

Yếu tố về thời gian, nhiệt độ, tốc độ nung là những yếu tố đặc biệt quan trọng ảnh hưởng đến quá trình cơ tính và lý tính của loại thép. Cụ thể như:
Quy trình nhiệt luyện thép C45 làm thay đổi cơ học, tính chất của sản phẩm cơ khí để phù hợp với điều kiện làm việc.
Do kết cấu vật liệu thay đổi nên sẽ làm giảm khối lượng trước khi nhiệt luyện nên sẽ tiết kiệm được nguồn năng lượng cho quá trình vận hành khi áp dụng ngoài thực tiễn.
Tôi là phương pháp nhiệt luyện được thực hiện bằng cách đun nóng hợp kim đến một mức độ nhất định nào đó. Đây là một phương pháp rất thông dụng để tăng độ cứng và tính chất chống mài mòn của các loại hợp kim.

Kiểu nhiệt luyện này được áp dụng với chất hợp kim có khả năng biến chuyể khi nung nóng và cả quá trình làm nguội.
Thép C45 là vật liệu thường được sử dụng phương pháp tôi nâng cao độ cứng và cơ tính theo ý muốn của người thực hiện. Tôi có 2 hình thức thực hiện cụ thể dưới đây:
Đây là kiểu tôi lựa chọn nhiệt độ tôi thép dựa theo các thành phần cacbon. Quá trình thực hiện giữ nhiệt độ và làm nguội trong các điều kiện môi trường khác nhau để có được thành phẩm với độ cứng trong và ngoài.
Được xem là phương pháp thực hiện bằng cách nung và làm nguội mặt ngoài của chi tiết. Sản phẩm thu được cho quy trình nhiệt luyện thép C45 bằng cách tôi mặt ngoài là bề mặt chi tiết với độ cứng cao.
Thông thường thì phương pháp này sẽ được áp dụng phổ biến với các loại bánh tăng hoặc trục truyền động xoắn.
Nhiệt luyện qua ủ là cách thực hiện nung thép đến nhiệt độ khoảng từ 200-1000 độ C. Nhiệt độ này sẽ được giữ trong một khoảng thời gian và song song với quá trình làm nguội chậm để có được sản phẩm mang đặc tính như mong muốn.
Đối với phương pháp này, sản phẩm có độ cứng sẽ dễ cắt hơn do độ cứng được giảm đi. Tuy nhiên độ dẻo sẽ bị tăng lên để thuận tiện cho quá trình rập, kéo thép ở trong trạng thái nguội.
Ngoài ra, nhiệt luyện ủ có khả năng làm mất ứng suất bên trong sau khi gia công đúc và hàn.
Đây là phương pháp áp dụng khi đạt đến độ mịn, nhỏ của hạt thép bị thô do đúc, rèn hay luyện sai chế độ.
Quy trình nhiệt luyện thép C45 với phương pháp ủ hoàn toàn được tóm tắt chi tiết bằng công thức như sau:
T = Ac3 + (30-50oC)
Ac3 là chỉ số thể hiện đường cong GS
Trong nhiệt độ tới hạn A3 thì thép sẽ bị chuyển hoàn toàn sang dạng austenite. Lúc này thì nhiệt độ được giữ trong khoảng thời gian nhất định và được làm nguội cùng lò nhiệt độ khoảng từ 200-5000C. Cuối cùng sẽ đem đi làm nguội ngoài trời.
Phương pháp này được ủ với mục đích làm rút ngắn thời gian. Cụ thể như sau:
Đem đun nóng chi tiết đạt đến nhiệt độ A3s + , tiếp đến giữ nhiệt nhất định và chuyển sang lò khác, hay có thể làm nguội ở nhiệt độ là 680 – 7000C.

Khoảng thời gian nhiệt này thì chi tiết sẽ được giữ nhiệt tromg khoảng thời từ 2-5 giờ, sau đó đem đi thực hiện làm nguội ngoài trời.
Phương pháp này được áp dụng cho các loại thép dụng cụ với mục đích thay đổi tổ chức thép từ xementit thành xementit hạt, đồng thời làm giảm độ cứng thực hiện cắt gọt chi tiết thuận tiện hơn.
Quá trình thực hiện bao gồm thép nung nhiệt độ A1 + khoảng 30-500C và sẽ được giữ nhiệt từ 6-8 giờ. Tiếp đến sẽ được giảm nhiệt với tốc độ từ 40-50 độ/ giờ trong lò khi đạt đến nhiệt độ 600 – 6500C.
Phương pháp này sẽ được áp dụng khi muốn giảm ứng suất. Quá trình ủ ứng suất được thực hiện cụ thể như sau:
Các chi tiết sẽ được đem đi nung để đạt đến nhiệt độ từ 500-6000C. Nhiệt này sẽ được giữ trong một khoảng thời gian nhất định, và cuối cùng làm nguội với lò.
Thông thường thì người thực hiện sẽ tăng nhiệt độ ủ lên tới 650 – 6800C để có thể rút ngắn được tối đa thời gian giữ nhiệt.
Ủ không hoàn toàn thực hiện nung nóng thép đến nhiệt độ cao Ac1 và nhỏ hơn Accm để có thể đạt đến trạng thái không hoàn toàn chính là Austenit. Cuối cùng thép vẫn phải trải qua quá trình đi làm nguội.
Phương pháp này có mục đích giống như phương pháp ủ. Cụ thể các trường hợp của phương pháp như sau:
Ram thép áp dụng để làm giảm và mất đi các ứng suất khi tôi ở nhiệt độ cần thiết. Phương pháp này nhằm tăng tuổi thọ trong điều kiện khắc nghiệt mà vẫn đảm bảo cơ tính của sản phẩm cơ khí.

Quy trình nhiệt luyện thép C45 với phương pháp này được thực hiện với các cách ram khác nhau.
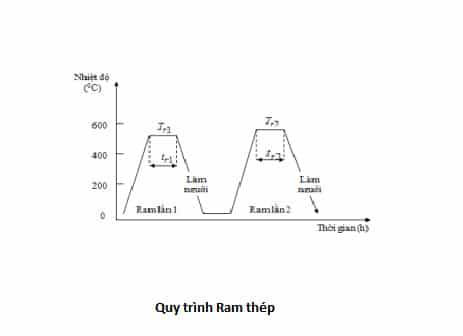
-> Ram thấp
Nung nóng thép đã tôi ở nhiệt độ từ 150 – 2500C để có thể đạt được mức mactenxit ram.
-> Ram trung bình
Nung thép đã tôi ở khoảng nhiệt độ từ 300 – 4500C để đạt được troxit ram mong muốn.
-> Ram cao
Nung nóng thép đã tôi trong khoảng nhiệt từ 500 – 6500C để có thể đạt được mức xoocbit ram.
Với những thông tin Mecsu cập nhật ở trong bài viết có thể sẽ giúp bạn đọc hiểu rõ về các phương pháp, quy trình nhiệt luyện thép C45 cụ thể và thực hiện hiệu quả nhất.
>>> 1000+ Mã Sản Phẩm của thương hiệu Bosch: https://mecsu.vn/thuong-hieu/bosch
>>> 350+ Mã Sản Phẩm của thương hiệu Sata: https://mecsu.vn/thuong-hieu/sata






![[MỚI 2022] Bảng giá mỏ lết xích ĐẦY ĐỦ, RẺ nhất](https://cms.mecsu.vn/uploads/media/2023/08/cong-dung-mo-let-xich-630x420.jpg)


![[2022] Dao phay là gì? Các loại dao phay phổ biến](https://cms.mecsu.vn/uploads/media/2023/08/dao-phay-la-gi-630x420.jpg)
![[MỚI 2022] Relay là gì? Cách kiểm tra trạng thái Relay](https://cms.mecsu.vn/uploads/media/2023/08/module-relay-630x420.jpg)

.jpg)
